



【无缝钢管】厚壁无缝钢管让客户买的放心的详细视频已经上传,从产品的外观到内在,从功能到性能,视频将为您呈现一个真实、的产品形象。
以下是:郑州荥阳【无缝钢管】厚壁无缝钢管让客户买的放心的图文介绍


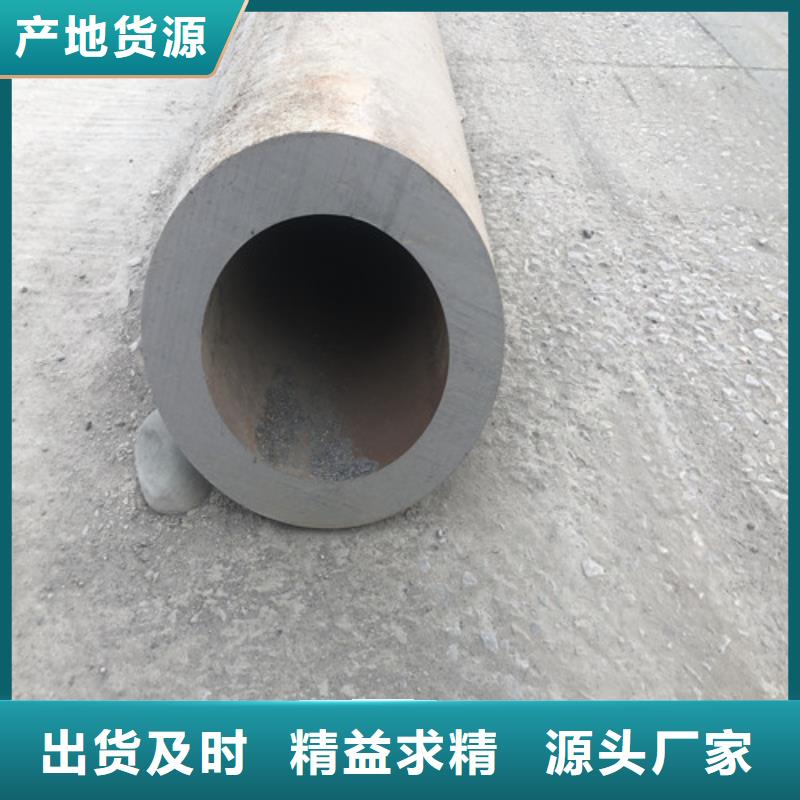
1、保存无缝钢管的场地或仓库,应选择(Select)在清洁干净、排水通畅的地方,远离产生有害气体(gases)或粉尘(形态:固体微粒)的厂矿,在场地上要(clear away)杂草及一切杂物,保持钢管干净; 2、在仓库里无缝钢管不得与酸(Acerbity)、碱(Alkali)、盐、水泥(材料(Material):粉状水硬性无机胶凝材料)等对钢管有侵蚀性的材料堆放在一起。不同品种的钢管应分别堆放,防止(fáng zhǐ)混淆,防止接触腐蚀; 3、库房应根据地理条件(tiáo jiàn)选定,一般存放无缝钢管采用普通封闭式库房,即有房顶有围墙、门窗(D&W)严密,设有通风装置(device)的库房; 4、库房要求晴天注意(attention)通风,雨天注意关闭防潮,经常保持适宜的储存环境(environment)。无缝钢管厂家无缝钢管用途很广泛。一般用途的无缝钢管由普通的碳素结构钢、低合金结构钢或合金结构钢轧制,产量多,主要用作输送流体的管道或结构零件。.2、根据用途不同分三类供应:a、按化学成分和机械性能供应;b、按机械性能供应;c、按水压试验供应。按a、b类供应的钢管,如用于承受液体压力,也要进行水压试验。3、专门用途的无缝管有锅炉用无缝管、化工电力用,地质用无缝钢管及石油用无缝管等多种。 以上就是贮存无缝钢管的环境要求,无缝钢管的应用(application)范围(fàn wéi)越来越广泛(extensive),所以对无缝钢管的要求也是越来越严格。厚壁无缝钢管由整块金属制成的,表面上没有接缝的钢管,称为无缝钢管。根据生产方法,无缝管分热轧管、冷轧管、冷拔管、挤压管、顶管等。好的无缝钢管要有好的存放环境才能使无缝钢管保持其使用(use)优势(解释:能压倒对方的有利形势)。



鼎利精密无缝钢管厂家(郑州市荥阳市分公司)是一家集生产、销售为一体的综合型企业,旗下生产销售 冷拔无缝钢管系列产品;公司自成立以来,质量上乘的产品,实实在在的价格,周到细致的服务,受到客户的认可。以“信誉求发展”以“质量求生存”,是公司一贯的经营理念。公司将循序渐进,继往开来,为广大新老客户呈现优良的 冷拔无缝钢管产品。


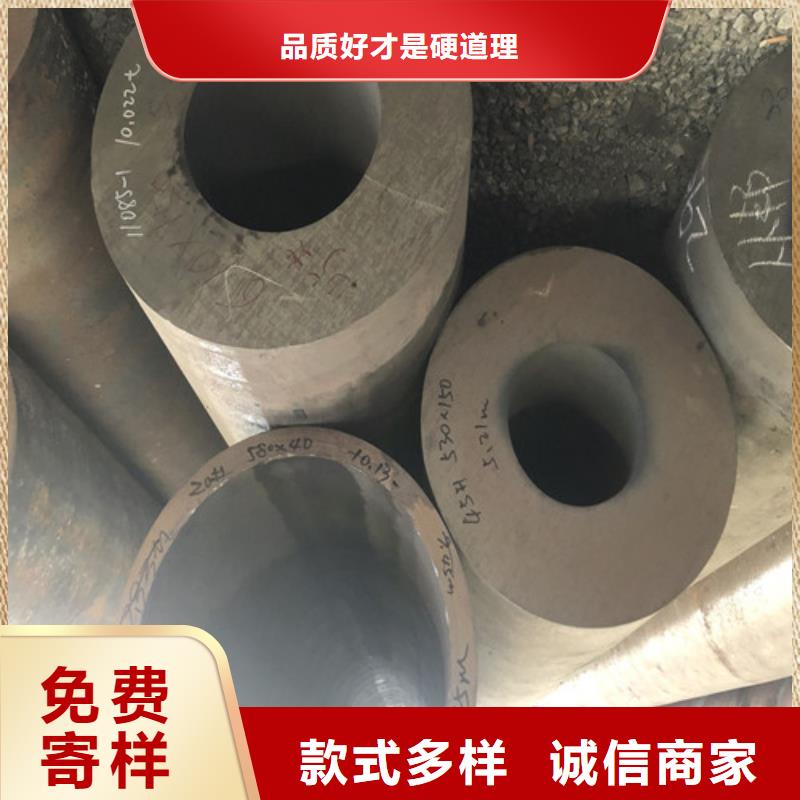
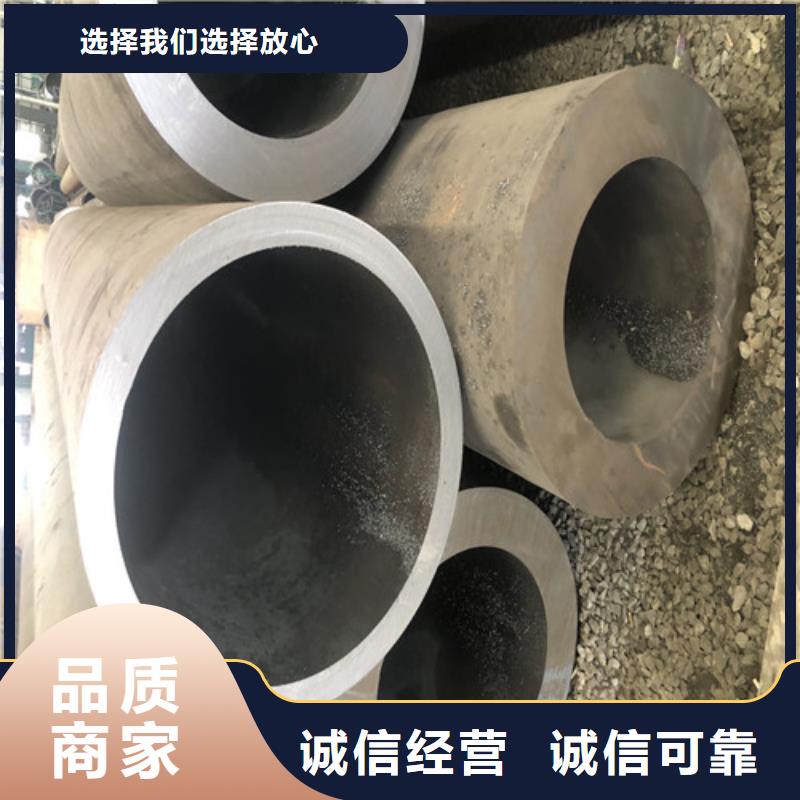
通常适用无缝钢管的材质,无缝钢管又分为GB8162、GB8163这两个常用的,但45#钢只有GB8162才有,45#是机械加工的一种常用材质。 首先来说20#和45#钢的c、Si、Mn、P、S含量不同,45要高于20#钢,你可以买本钢材只是手册看一下。20#钢淬透性、淬硬性低、塑性、韧性、焊接性好,热轧或正火后韧性更好,可制作不太重要的中、小型渗碳、碳氮共渗件、锻压件,如杠杆轴、变速箱变速叉、齿轮,重型机械拉杆、钩环等。45#钢是常用中碳调质钢,综合力学性能良好,淬透性低,水淬时易生裂纹。小型件宜采用调质处理,大型件宜采用正火处理,主要用于制造强度高的运动件,如透平机叶轮、压缩机活塞。轴、齿轮、齿条、蜗杆等。 它们通常适用无缝钢管的材质,无缝钢管又分为GB8162、GB8163这两个常用的,但45#钢只有GB8162才有,45#是机械加工的一种常用钢管材质。 普通冷拔无缝钢管与精轧无缝钢管的区别在于 1、普通无缝钢管主要特点是无焊接缝,可承受较大的压力。产品可以是很粗糙的铸态或冷拨件,适合用于机械加工,流体管道。 2、精密钢管是近几年出现的产品,主要是内孔、外壁尺寸有严格的公差及粗糙度,外表光亮,但 的一个缺点是不可以握弯,解决方法 退火但是退火后就不会发光了但是壁厚公差还可以保证。



镀锌钢管的焊接需要注意哪些事情?下面无缝钢管厂家小编就来为大家讲一下 一、前提就要打磨 但是必须把焊接处的镀锌层打磨掉,否则会产生气泡、沙眼、假焊等。还会使焊缝变脆,刚性下降。 二、镀锌钢的焊接特点 镀锌钢一般是在低碳钢外镀一层锌,镀锌层一般在20um厚。锌的熔点在419°C,沸点908°C左右。在焊接中,锌熔化成液体浮在熔池表面或在焊缝根部位置。锌在铁中具有较大固溶度,锌液体会沿晶界深入浸蚀焊缝金属,低熔点锌形成“液体金属脆化”。 同时,锌与铁可形成金属间脆性化合物,这些脆性相使焊缝金属塑性降低,在拉应力作用下而产生裂纹。 如果焊接角焊缝,尤其是T形接头的角焊缝容易产生穿透裂纹。镀锌钢焊接时,坡口表面及边缘处的锌层,在电弧热作用下,产生氧化、熔化、蒸发以至挥发出白色烟尘和蒸汽,极易引起焊缝气孔。 由于氧化而形成的ZnO,其熔点较高,约1800°C以上,若在焊接过程中参数偏小,将引起ZnO夹渣,同时。由于Zn成为脱氧剂。产生FeO-MnO或FeO-MnO-SiO2低熔点氧化物夹渣。其次,由于锌的蒸发,挥发出大量的白色烟尘,对人体有刺激、伤害作用,因此,必须把焊接处的镀锌层打磨处理掉。 三、焊接工艺控制 镀锌钢的焊前准备与一般的低碳钢是相同的,需要注意的是要认真处理好坡口尺寸和附近的镀锌层。为了焊透,坡口尺寸要适当,一般60~65°,要留有一定的间隙,一般为1.5~2.5mm;为了减少锌对焊缝的渗透,在焊之前,可将坡口内的镀锌层以后再焊。 在实际监理工作中,采用了集中打坡口,不留钝边工艺进行集中控制,两层焊接工艺,减少了未焊透的可能性。 焊条应根据镀锌管的基体材质选用,一般低碳钢由于考虑易操作性,选用J422较为普遍。 焊接手法:在焊多层焊的 层焊缝时,尽量使锌层熔化并使之汽化、蒸发而逸出焊缝,可大大减少液体锌留在焊缝中。

